
Note : This report attempts to connect the dots from publicly available information, thereafter assessed with the author’s experience in managing engines over two decades. It’s purpose is to understand the implications for the industry in general, and the affected parties in particular. We welcome feedback, questions and concerns on this report.
Background :
Aircraft turbine engines have gone through various design changes over last few decades.. Invention of Variable Stator Vanes (VSV) in nineteen sixties was one among them. Recently, the application of Fan Drive Gear Technology can be considered as a game changer in the development of next generation aircraft engines. Pratt & Whitney’s 20 years of research and development resulted in the production of their PW1000 Geared Turbo-Fan (GTF) engine.
The Fan Drive Gear System (FDGS) allows PW1000G engine fan and LP rotors (LPC &LPT) to operate at different speeds enabling the fan to rotate slower, Low Pressure Compressor (LPC) and Low Pressure Turbine (LPT) to rotate at higher speed thereby increasing the performance and efficiency which results in lower fuel consumption, emission and noise. As a result of the improvement in compressor efficiency, only fewer stages of compressor, and lesser parts are required which translates into reduction of engine weight and maintenance costs. Extensive tests were carried out, including in harsh environment regions before the certification and production of the engine.
Pratt & Whiney created a world record when PW 1000G series engine was selected by following five airframe manufacturers to power their latest airplanes.1) PW1100G-JM for AirbusA320neo,2) PW1500G for Bombardier3) PW1400G-JM for Irkut MC21,4) PW1200G for Mitsubishi Regional Jet & 5) PW1900G for Embraer E190-E2.
It is a known fact that anytime a new engine type is entering into service, the launch customers face technical issues such as external component defects and internal hardware deteriorations which may result in Inflight Shut Downs, unscheduled engine removals etc. and affect the operator’s dispatch reliability and incur higher operating / maintenance costs. The engine OEM may or may not have been expecting such on- wing issues. Based on the history of engines introduced first-time in such environments, it is seen that the first few years of operation are challenging for the OEMs and operators alike till the problems are identified and resolved.
Harsh operating environment effects
India, China and Middle East are termed as some of the harsh environment geographic regions by airframe and engine manufacturers. A major portion of the total A320 neo firm orders are from operators from these three regions. Source: Acumen Aviation database*.
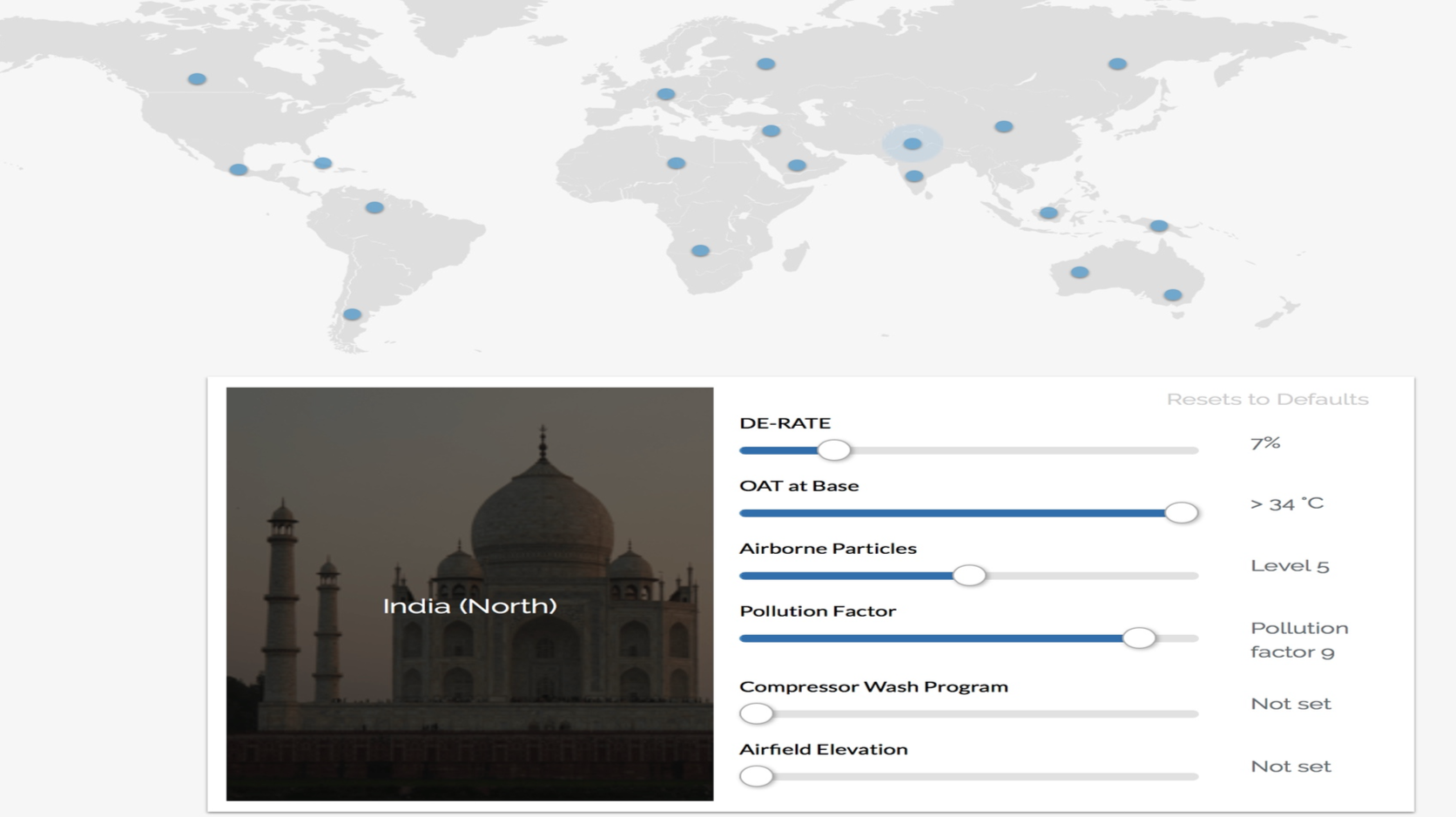
*Not actual values. Only representative examples from EmPower.
Presently, two airlines in India have started operating A 320neo fitted with PW1100G-JM engines. After entry into service both airlines faced the following technical issues, based on publicly available news reports and data :-
- EEC software issue.
- High start - up time requirement due to rotor bow.
- Fan blade issue.
- Number 3 Lift –Off seal –
- Combustor distress.
None of the above seem to be safety concerns. P&W has fixed some of them and others are being investigated.
As per the information on removed engines, localized burn through hole distress on outer forward liner panel of the Combustion Chamber was driving high rate of early engine removals. Engines as low as 3000 hours of operation since new were removed for shop visit repairs. Aircraft were getting grounded due to shortage of spare engines and airline operations are being affected.
Corrective actions
One can assume that P&W is actively working on resolving the combustion chamber issue with some possible modifications or corrective actions.
The nature of the defect indicates that it might be a design issue, which could have been captured during the development and testing stage. As per news-reports, ‘Indian harsh environment’ was blamed for the Combustion Chamber distress causing very low on-wing life and high rate of unscheduled shop visits. Refer
http://www.thehindu.com/business/Industry/a320neo-troubles-due-to-indian-climate-pw/article19781399.ece
In general, Pratt & Whiney and CFM should have a lot of technical data available with them on V2500 and CFM56-5B engines from millions of hours of A 320 ceo aircraft operation in harsh environments including India. Hot section hardware deterioration due to cooling hole blockage is a harsh reality and the Indian aviation industry was hoping for the new engines to perform better.
Generally, costly modifications are developed and issued through Service Bulletins, (customer option category) and termed as ‘applicable to harsh environment regions’ and specific countries, without any industry-level support from the OEM. If the reason for such modification is not safety related, those S/Bs may not be included as base line S/B for production engines so that the production cost of the engine can be controlled.
This approach causes irrevocable damage to the aviation industry of that region / country.
As mentioned earlier, the reason for deterioration of the part may be due to inadequacy in design of parts to withstand the environment pollution and the engine will have shorter on-wing life than a moderate environment.
The operator’s story
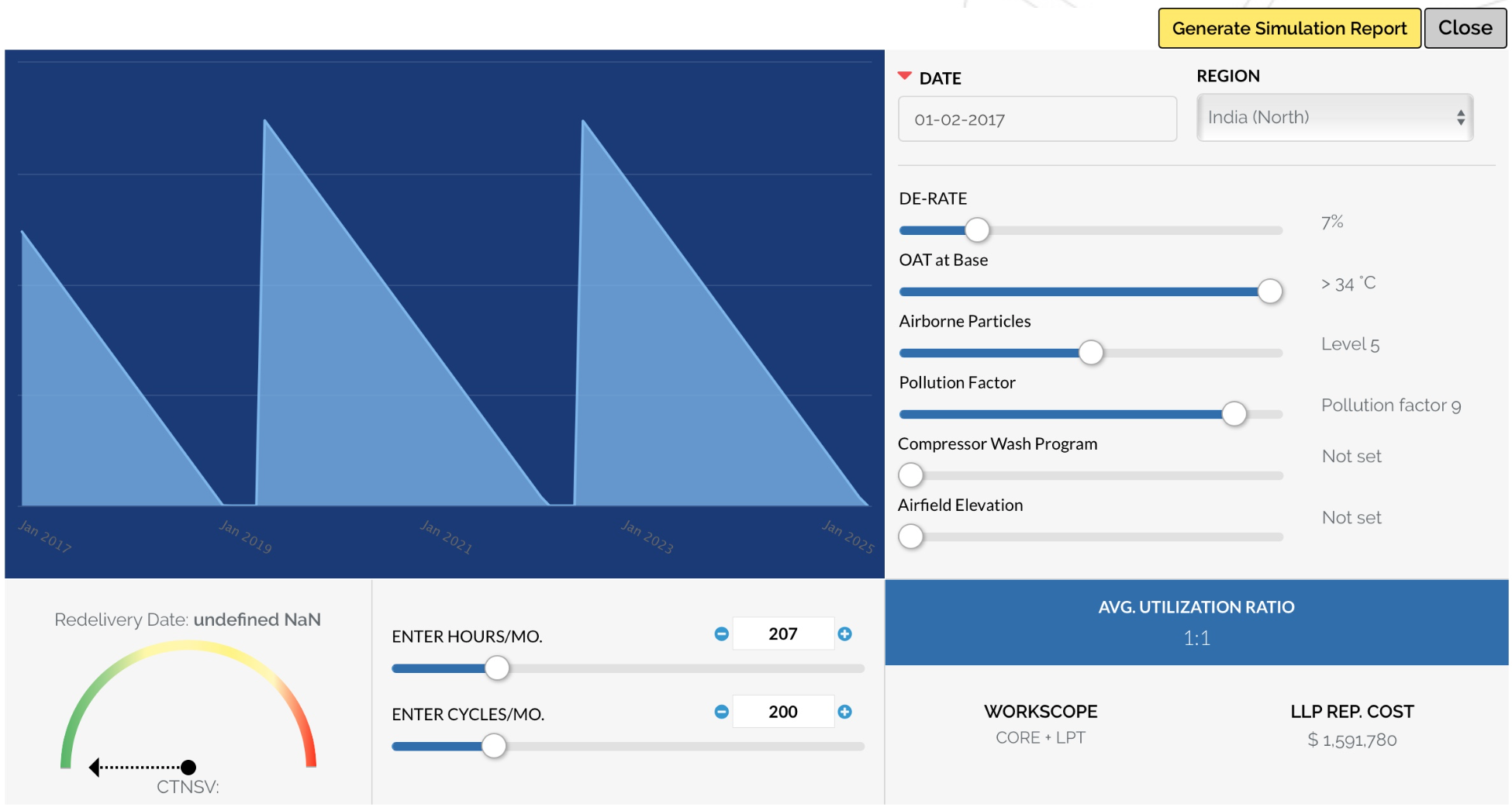
*Not actual values. Only representative examples from EmPower.
How does this condition affect the Airline’s operations and financial balance sheet?
- The operator in harsh environment is paying the same price for the new aircraft /engine even though the engine is underperforming in harsh environment.
- Material guarantee for engine parts is same for all regions even though internal hardware deteriorates faster in harsh environment.
- Maintenance cost is expected to be 30% 45% higher for operators in ‘harsh environment’ defined countries/regions.
- Because of faster hot section deterioration, engines operating in harsh environment require an additional Hot Section Restoration at approximately half life. This additional high cost shop visit before a scheduled Core Performance Restoration shop visit generally are not qualified for Maintenance Reserve draw down as per Lease agreements.
- At entry into service, aircraft MPD inspections such as borescope inspection interval is same for all regions. As the parts deteriorate faster in harsh environment, OEM recommends reduced interval of inspection through service bulletins for specific regions. Apart from additional maintenance cost, such recommendations received through S/B (not included in MPD) once complied, will not meet the Aircraft/Engine Lease Return Conditions between Lessor and Lessee because normally ‘engine under reduced interval of inspection or under watch’ are not accepted. Engine may require unscheduled shop visit (even if the parts are serviceable) to meet the Lease return conditions.
- Once OEM issues service bulletins addressing the internal hardware issues applicable only for specific regions, the asset value of the engine/aircraft operating in harsh environment goes down and there will not be any demand for used parts removed from the engines operated in harsh environment.
In effect, cost benefits gained through the fuel saving of operating the modern aircraft are being negated by the higher maintenance cost due to faster deterioration of engines in harsh environment.
In Conclusion
Commercially there is a big disadvantage for airlines operating in harsh environment. To have a level playing field for airlines in harsh environment and non-harsh environment regions, Engine manufactures need to invest more to produce much more durable internal hardware for transport aircraft engines which will have longer on-wing life in harsh environment or provide commercial support to the operators for the additional maintenance cost incurred due to faster deterioration of the engines in harsh environment. Such improved parts need to be incorporated in the production engines.
Once the Combustion Chamber issue is resolved and the on-wing life of PW1100G-JM improves, based on the experience of V2500 and CFM56-5B engines, the next big challenge may be the durability of HPT blades.
No doubt, P&W will overcome the challenges and the aviation industry is patiently waiting to see the successful operation of PW1000G series engine in harsh environment.
Please write to info@acumenaviation.in, joe.jacob@acumenaviation.in or powerplant@acumenaviation.ie if you would like to get in touch to discuss more about the topic, or for any Engine management requirements.